
Undocumented Equipment
Missing your name plate? Even worse, are you missing your design calculations?
No documentation? No problem!
I’m often asked questions about undocumented equipment when I’m on site for turnarounds. Owner/Operators would like to return undocumented equipment back to service but they do not have an engineering department with enough time to handle the complexities involved. Material identification, measuring dimensions and thicknesses, performing internal and external inspections, and providing detailed calculations adds way too much workload to think about handling undocumented equipment internally.
So it sits…and sits...
Sure, not all undocumented equipment is suitable to return to service, but wouldn’t you like to find out?
Metalmark Engineering helps you stay on top of OSHA’s Process Safety Management (PSM) program by providing missing design calculations, inspection reports, and detailed design drawings for your equipment without documentation.

Add Corrosion Allowance in Steam Service
Zero corrosion allowance for steam service? When did this design become normal?
Many times I see steam service equipment designed with a 0.25” (6 mm) nominal thickness and zero corrosion allowance. This occurs because steam service is often included in the lowest Risk Category in plants. Low Risk Category equipment will inherently have a zero corrosion allowance requirement. I’ve reviewed enough internal inspection reports for equipment in steam service to conclude that steam can be corrosive, especially in bottom head components.
Not including a corrosion allowance in the original design calculations often leads to dangerously thin components when real-world conditions eat through the zero corrosion assumption. Please reconsider designing with zero corrosion allowance for equipment in steam service.

Expensive Hydrotests
Sometimes performing the ASME Code required hydrotest is deemed too expensive so Owner/Operators skip it.
One factor that may raise the cost of hydrotesting is if the hydrotest pressure is much greater than the operating pressure. The higher hydrotest pressure may require the fabrication of single-use components, supplying a special set of gaskets, and another PCC-1 Appendix O calculation.
One of the sad realities of the extreme cost-cutting associated with modern manufacturing is the loss of basic design principles. I’ve noticed that performing proof tests and leak tests instead of ASME Code required hydrotests is becoming increasingly popular in new vessel construction.
Authorized Inspectors (AIs) often assume a shop hydrotest was performed and never check the U-Form notes that clearly states otherwise. The “what can I get away with?” mentality rewards design engineers with promotions while operator roles become increasingly dangerous.

ASME PCC-1 Appendix O
ASME PCC-1 Appendix O has a lot of stress values to look up (or calculate) and using “defaults” isn’t going to help you solve real world problems. Over the next few weeks I’ll be going over where to get some of the stress values you will need in order to properly determine bolt torque values using ASME PCC-1 Appendix O.
Maximum Permissible Bolt Stress, Sbmax
Minimum Permissible Bolt Stress, Sbmin
Target Assembly Gasket Stress, SgT
Maximum Permissible Gasket Stress, Sgmax
Minimum Operating Gasket Stress, Sgmin-O
Minimum Seating Gasket Stress, Sgmin-S
Assembly Bolt Stress, Sbsel
Wait, just seven stress values? That seems way too easy! It is! But let’s start here and save the Maximum Permissible Bolt Stress for the Flange, Sfmax determination calculation using WRC 538 for after your exam.

Stop Designing with Deadlegs
Are you unintentionally adding deadlegs to your piping designs?
We all have hopes and dreams but your "future expansion” may actually be a major hazard due to the susceptibility of corrosion in these areas. Please be careful with piping headers and branched connections that are intentionally blinded off after construction to prepare for a future expansion. Many times the expansion plan never materializes and the associated deadleg is never properly accounted for in the site’s integrity program.
What’s wrong with deadlegs? They get hardly any flow and experience higher corrosion rates than the rest of the piping system.

CMLs Showing Equipment Growth
Ever plot CML thickness and notice your piping or equipment growing over time?
This “reverse corrosion” phenomenon sweeping inspection departments can defile your data and give false impressions of real metal loss and corrosion rates.
How common are growth readings for CMLs? VERY. In fact, during Jeff Goldstein, P.E.’s latest webinar “Rethinking Piping Inspection Locations” he discussed a site with 12,000 of 40,000 CML readings showing growth over the last CML reading. That is 30% of readings showing a growth rate instead of an expected metal loss/corrosion rate. What you decide to do with these growth readings will have a big impact on maintenance and inspection plans moving forward.
Maybe there was an undocumented piping or equipment replacement.
Maybe the measuring device was not properly calibrated when the operator took CML readings.
Maybe the CML readings were entered into software or spreadsheets incorrectly.
Maybe the CML readings were taken in the wrong location.
Please spend some time trying to understand what is causing growth readings and act accordingly.

Storage Tanks Floating During Storms
Have you ever seen an API 650 storage tank sail away during a storm?
As August progresses and the risk of hurricanes increases so does the risk of a storm surge turning your storage tanks into sailboats. Please consider the risk of a storm surge on your tanks before it happens.
One great option is to fill the tanks enough to prevent them from becoming buoyant in the first place. Filling the tank with product, similar products, or even water can add enough weight to prevent tanks from floating away. Please consider the downstream effects of each before selecting the fill option that is best for you and make a plan before the storm comes.
Another option is to use shell anchorage to prevent the tank from floating when it becomes buoyant. Make sure you incorporate shell anchorage into the original design if this option is used. COMPRESS makes this easy by putting the shell anchorage option directly into the tank dialog. Keep in mind that anchorage alone may not completely prevent failure of the tank bottom when it becomes buoyant as high stresses can occur at the shell-to-anchorage intersection.
Special thanks to Carlos F Molina for sharing so much of his tank experience with me. Check out his APIExam newsletter for more in-depth information regarding API 510, API 650, and API 653 and how to pass the exams!

Appendix 46 for External Pressure
Have you started using the Appendix 46 solution for external pressure calculations?
I encourage you to become familiar with the Appendix 46 external pressure solution as the more accurate calculation method provides benefits over the Division 1 solution. Try creating a spreadsheet for the Appendix 46 external pressure method and compare it to the Division 1 solution over a wide range of diameters and materials. This helped build my confidence in the method and will build your confidence too.
Take a look at this simple 8’ inner diameter carbon steel vessel at 425°F where the Appendix 46 solution passes the vacuum case and the Division 1 solution fails the vacuum case.

Internal Nozzle Area
Can you use internal nozzle area to pass UG-37 area-of-replacement requirements?
Yes, you can!
Any area within the limits of reinforcement counts as area towards the UG-37 area-of-replacement requirements, including internal nozzle area. Adding an internal nozzle projection is a way some designers meet the area-of-replacement rules when they need a little extra reinforcement.
However, make sure that the process department for your Owner/Operator is okay with using internal nozzle projection in your designs before going forward. Some specification sheets allow internal projection for inlet nozzles but not for outlet nozzles. Others do not allow internal projection at all!

B16.5 Blind Flanges as Reducers
Ever see ASME B16.5 blind flanges as reducers?
Just throw any pipe in a standard ASME B16.5 blind and you’re good-to-go, right?
No. That “standard” ASME B16.5 blind flange may not be “standard” once you decide to start drilling holes in it. Many times ASME B16.5 blind flanges used as reducers include pipes larger than allowed in B16.5 without a reinforcement calculation. Please make sure your facility has proper documentation for ASME B16.5 blind flanges used as reducers.

Add Stairs to API 650 Tanks
Did you know you can add stairs directly to your API 650 tank design in COMPRESS?
I enjoy telling myself “I’m not that old” but tank ladders provide real-world cases to prove otherwise. Providing stair access to new API 650 storage tanks is an inexpensive way for Owner/Operators to boost morale and improve safety at their tank farms.
I prefer to add stairs during the design phase because the additional weight can have a big impact on calculations.

Appendix 46 Nozzle Rules
Are you using the Division 2 nozzle rules yet?
I know a lot of Owner/Operators are afraid of using the Division 2 rules because they are weary of using higher allowable stresses. Did you know that you can apply the lower Division 1 allowables with the Division 2 rules by using Appendix 46 in Division 1 designs? This means engineers like me can still save big money where the Division 2 rules offer a clear advantage. This is especially evident in nozzle design where the Bildy rules often avoid extraneous nozzle reinforcement compared to the Division 1 area-of-replacement rules.

Verify Thicknesses Before Installing Equipment
Do you verify thicknesses before receiving your equipment?
The design calculations use NPS 8 Sch 120.
The fabrication drawings use NPS 8 Sch 120.
You received NPS 8 Sch 80 (XS).
So what happened? A drawing was misinterpreted and a fabrication mistake was made. Fabrication mistakes happen. Don’t compound those mistakes by not finding them until after installation. Using a 3rd party to verify that your as-built thicknesses meet or exceed your design thicknesses is a quick and important step you should implement before receiving your equipment to help improve your bottom line.
I like to use 3rd parties for thickness verification because they are excellent at communicating between fabricators and Owner/Operators during stressful projects. I trust Turnaround EPC for my 3rd party as-built thickness verification because of their excellent communication, fast service, and attention to detail.

Use ASME PCC-1 Appendix O to Fix Leaky Gaskets
Do you have an issue with leaky gaskets?
A lot of people message me complaining about leaky flange gaskets and wondering what kind of gaskets I recommend to help. The fact of the matter is that gasket quality and performance has never been better. I have found that many times the real problem is that the gasket was not considered during the design phase. Gaskets are an important part of flange design. Treat them that way.
Have you performed ASME PCC-1 Appendix O for your flanges?
An approach in ASME PCC-1 Appendix O can help you make sure your gaskets are being seated correctly. The gasket needs to be below the maximum permissible gasket stress, above the minimum seating gasket stress, and above the minimum gasket operating stress. In this example the minimum gasket operating stress is not being maintained at the operating condition.
Make sure you perform ASME PCC-1 next time you open up a pair of flanges.

Consider Longitudinal Stresses in Brittle Fracture Check
Do you consider longitudinal stresses when you check for brittle fracture?
I’ve had a lot of people asking me to check their hydrotest temperatures. A design where a governing longitudinal stress case was not considered in the Minimum Design Metal Temperature (MDMT) stood out to me.
Did you know that longitudinal stresses can govern the MDMT even if circumferential stresses govern the Maximum Allowable Working Pressure (MAWP)? Not checking the longitudinal stresses can lead to devastating results as the brittle mode of failure is swift and catastrophic. Always remember to consider longitudinal stresses in your brittle fracture check.

Division 2 Rules Save $ On Nozzle Design
Did you know you can design safer and save money using ASME Division 2 rules instead of Division 1?
There are many ways to take advantage of the higher allowables and more accurate numerical methods in Division 2. One such method to consider is using the Bildy Rules instead of Area of Replacement for nozzle design.
Take a look at this simple nozzle internal pressure case:
Design Pressure = 290 psi (2000 kPa)
Design Temperature = 475°F (246°C)
Nozzle Material = SA-106 C Smls Pipe
Nozzle Size = NPS 12 Sch 140
The Division 1 vessel does not pass the design condition of 290 psi (2000 kPa) @475°F (246°C).
The Division 2 vessel passes the design condition of 290 psi (2000 kPa) @475°F (246°C).
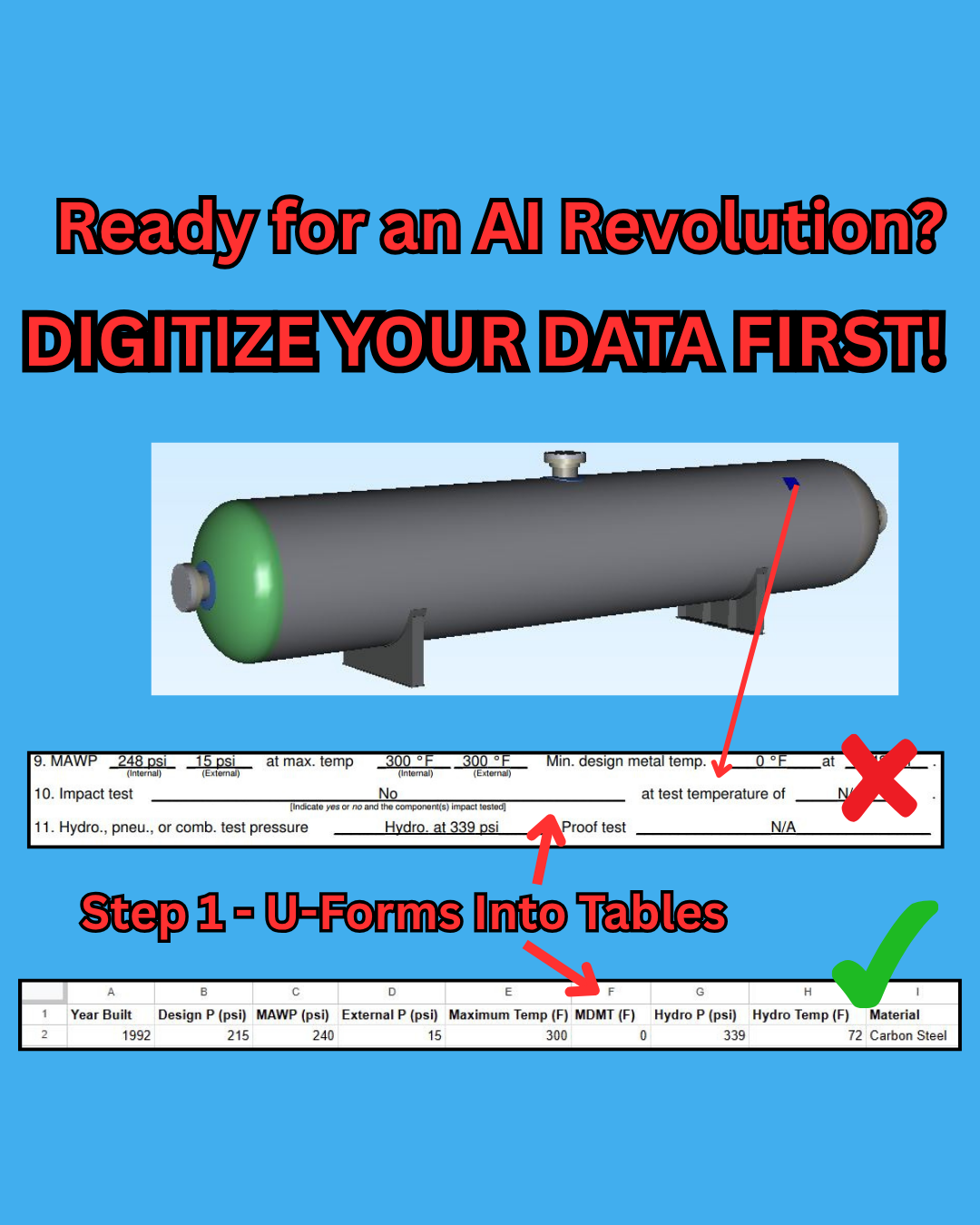
Move Data from U-Forms into Spreadsheets for AI
Are you ready for AI? Your data is not.
One of the big themes of Reuters Downstream 2025 was the use of AI in maintenance and inspection. I found the concept of using AI for predictive analytics in maintenance incredibly intriguing. However, let’s not pretend that your important data is in a format that AI can actually use. You need to digitize your data.
Are your U-Forms sitting in a filing cabinet somewhere?
How about the historical measured thickness data from internal inspections? Are those values just floating around in PDFs?
What about the interesting information found during external inspections? Repairs? Rerates? Derates? FFS assessments? Wouldn’t you want all of that data digitized in a way that makes it easy for AI to pull from?
We all know that AI is the future but AI is only as good as the data you are feeding it. Consider yourself behind if the items listed above are not in a usable, digital format.

Save $ Using Division 2 External Pressure Rules
Can you save money using ASME Division 2 rules instead of Division 1?
There are many ways to take advantage of the higher allowables and more accurate numerical methods in Division 2.
Take a look at this simple external pressure (vacuum) case:
Outside Diameter, Do = 60.75” (1543 mm)
Thickness, t = 0.375” (9.53 mm)
Unsupported Length, L = 264” (6706 mm)
The Division 1 vessel does not pass the vacuum condition of 14.7 psi (101 kPa).
The Division 2 vessel passes the vacuum condition of 14.7 psi (101 kPa).

Towers Falling During Postweld Heat Treatment (PWHT)
Have you seen a tower fall during Post Weld Heat Treatment (PWHT)?
As crazy as it sounds I’ve seen this occur when PWHT is applied around the circumferential seams of tall towers in the field. The solution is often even crazier as Owner/Operators prefer expensive materials analysis and complex FEA calculations over simple explanations. The fact is the tower behaved exactly as expected as it was never designed to take such loadings at temperature.
So what is actually happening?
1 - The Wind case was not properly considered by the design engineer
2 - The Wind case in the Empty condition was not calculated
3 - The much lower allowable stress in the material at temperature was not considered
4 - Wind loads during PWHT create a large moment that the material was not designed to resist
5 - DOWN IT GOES!!!
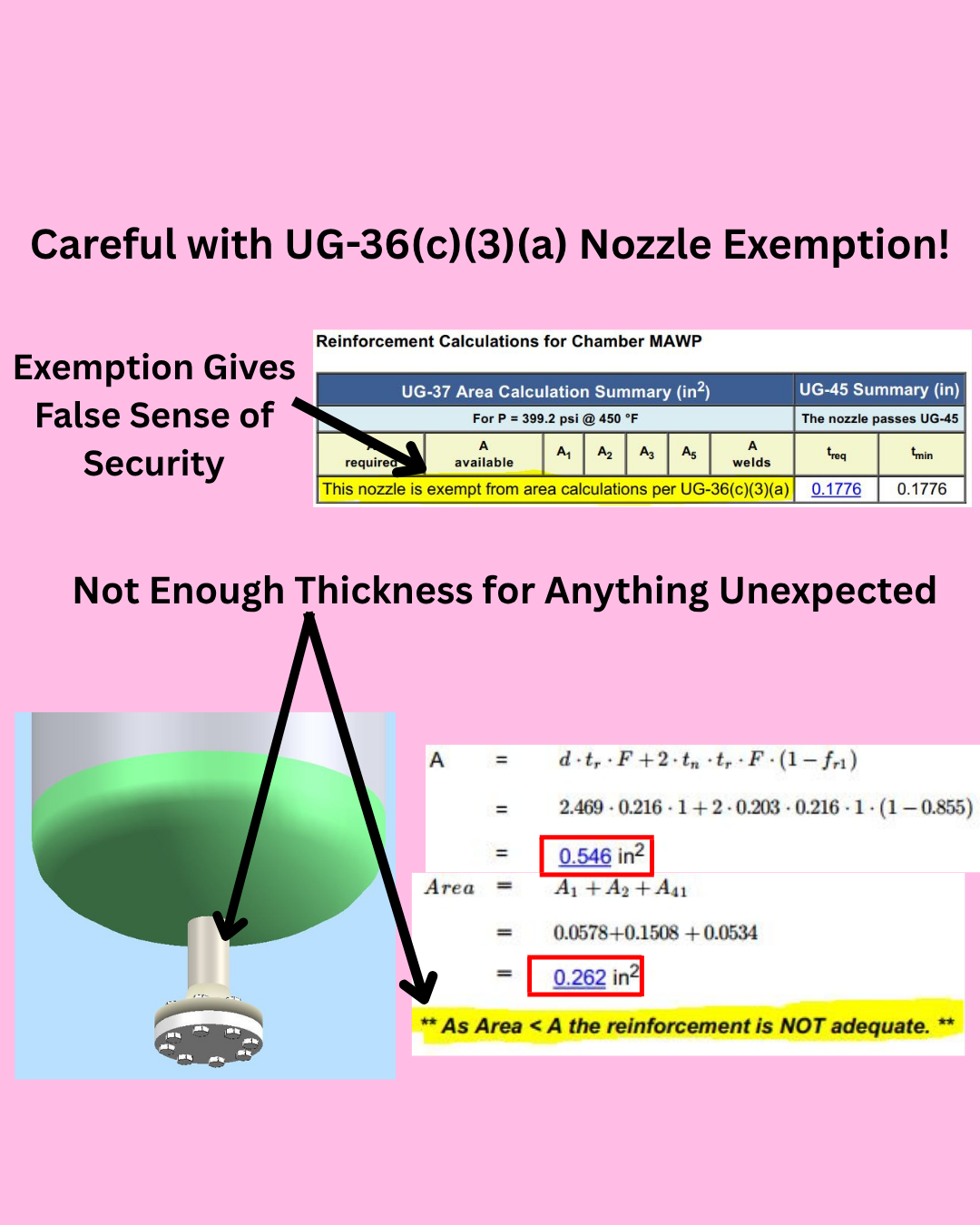
Do Not Use Calculation Exemptions on Important Process Nozzles
Do you use calculation exemptions on important process nozzles?
Yes, we all know nozzles under a certain size are exempted from the Division 1 nozzle area-of-replacement rules. That does not mean that you should use this exemption every time you can. Think very carefully about what each nozzle is used for and what the consequences of failure may be.
You may want to double-check exempted nozzles against another set of nozzle rules before finalizing your design. Are you around 90% of area-of-replacement? Fine. Are you around 50% of area-of-replacement like my example? You may want to add a little thickness to the nozzle. This is a bad place to try to save money on your design.
What if local corrosion is higher than the design corrosion?
There is no nozzle thickness to compensate for corrosion. Through wall corrosion is common.
What if nozzle loadings are higher than anticipated?
There is no extra thickness to handle pressure plus unexpected loadings.
What if an upset condition increases the process velocity?
There is no extra thickness to handle process erosion.